Copyright © 2022 - Emta Machine
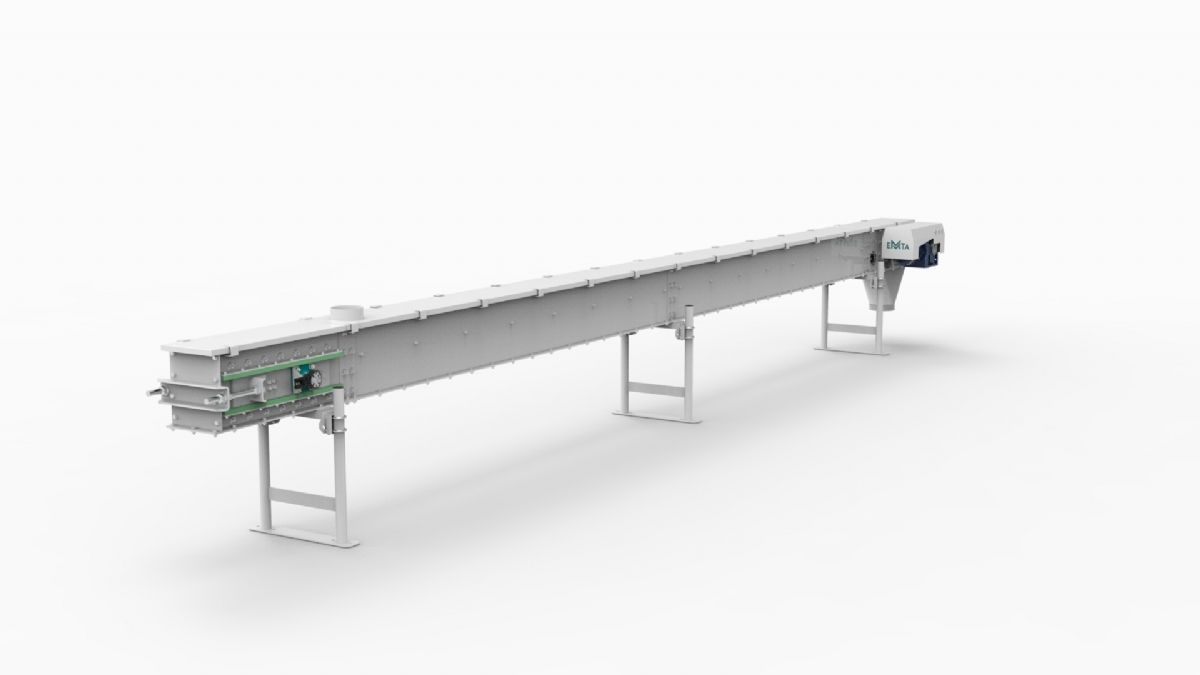
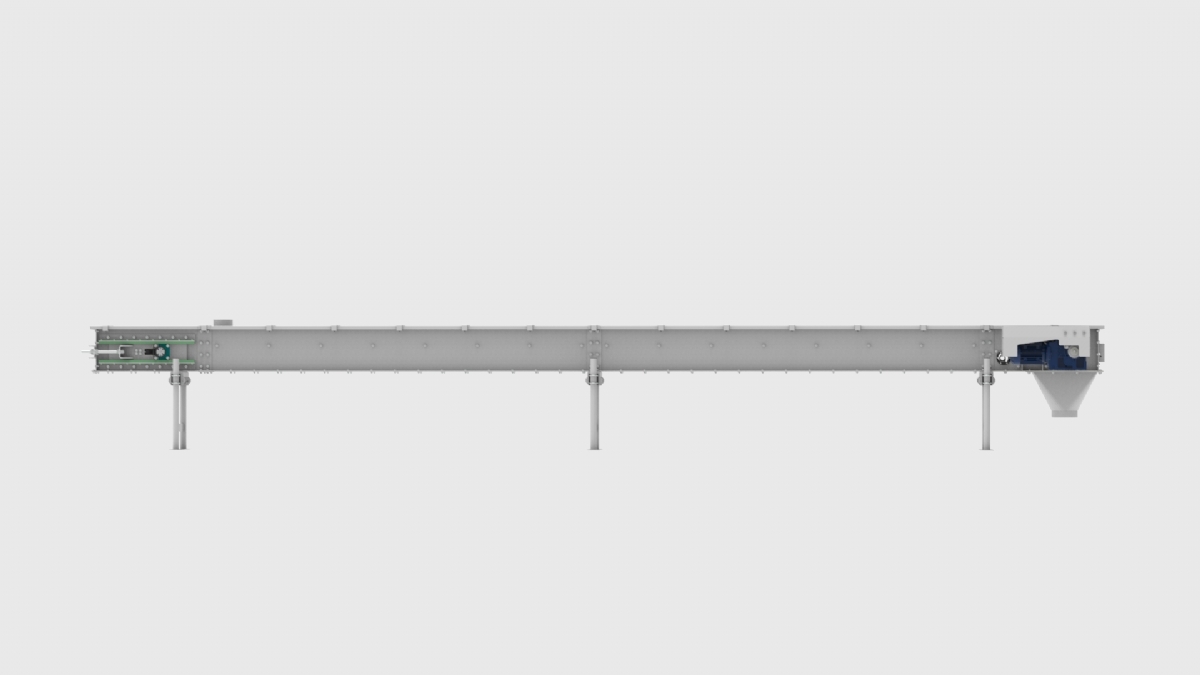
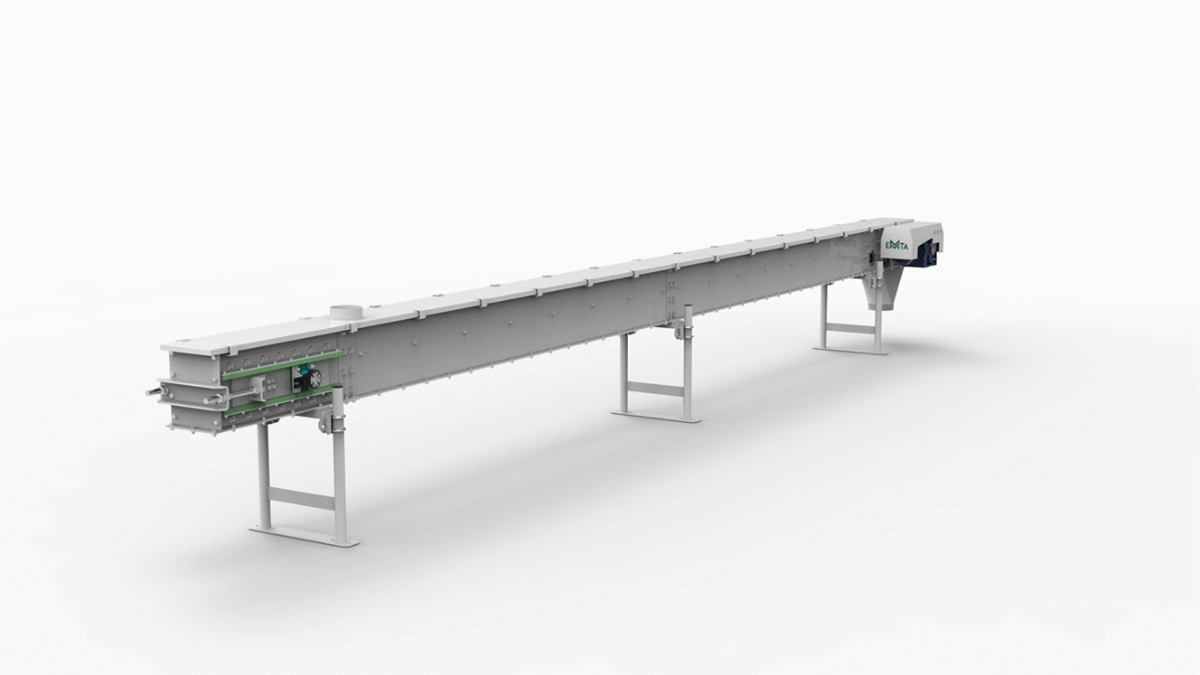
High Capacity Chain Conveyor
Modular Concept
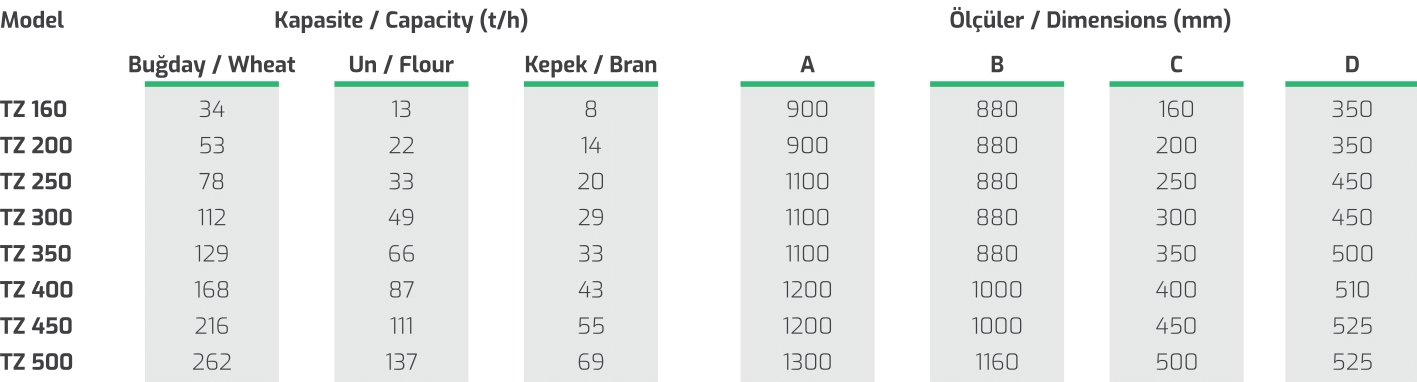
Chain conveyors ensure that the product is conveyed at the desired capacity, undamaged and economically with flat or different angles.
- Application Fields: Flour and feed mills, sugar and salt plants, raw material, grain, cereal storage silos and stores.
- Special chain and gear mechanism provides high breaking and shear strength in conveyors.
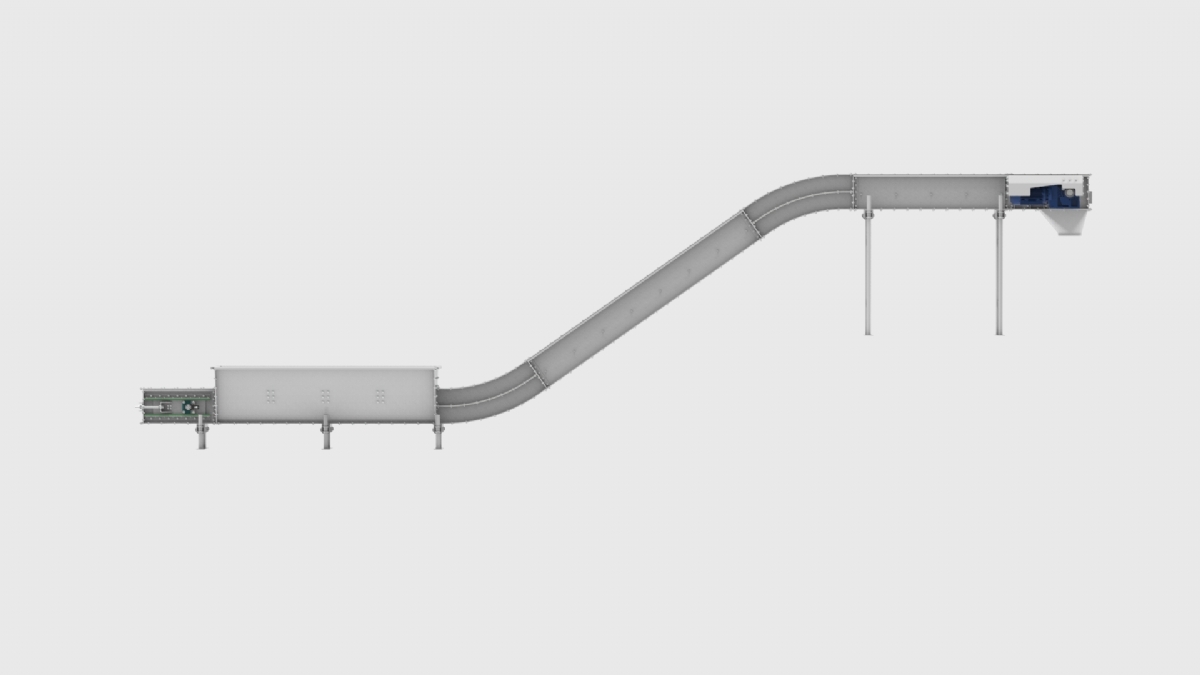
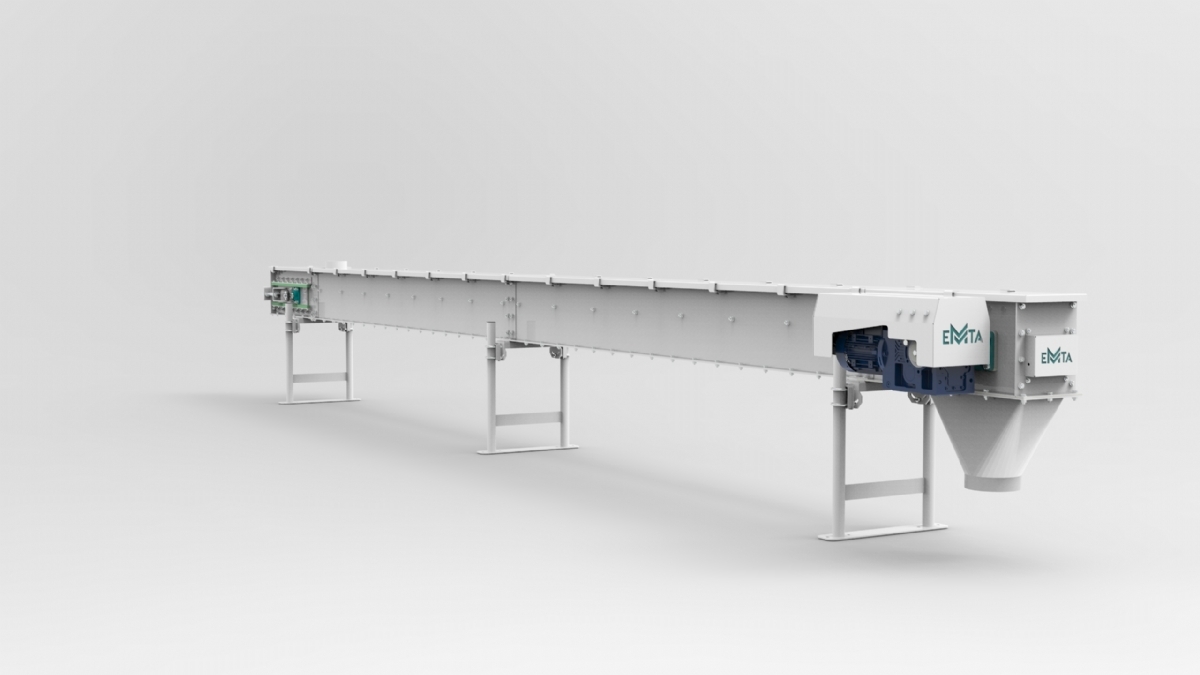
- There are two types of chain conveyors as flat and curved. Standard type chain conveyors gives you better efficiency at a lower cost and with less maintenance. Incline type chain conveyors allow a great deal more latitude in the design and layout of a bulk material handling system by enabling you to “bend” a conveyor up and over an obstacle.
- Screw conveyor produced as painted, galvanized and stainless steels depending on customer demands.
- Apart from the specified data, it is also manufactured to desired capacity and dimensions in accordance with different sectors and customer demands.
Chain Conveyor
Advantages
1- Easy maintain and installation,
2- Provide dust – free and hygienic working conditions,
3- High capacity, less area occupied
4- Due to the special mechanism on chain, product damaged can be minimized. This mechanism decreased to friction force and noise effect.
2- Provide dust – free and hygienic working conditions,
3- High capacity, less area occupied
4- Due to the special mechanism on chain, product damaged can be minimized. This mechanism decreased to friction force and noise effect.